新疆昆鼎贸易有限公司
Xinjiang KunDing Trade Co., Ltd
销售钢材,建材,机械设备,五金交电
电子产品,汽车配件,机械设备租赁
咨询热线:
13609981497(微信同号)
Xinjiang KunDing Trade Co., Ltd
销售钢材,建材,机械设备,五金交电
电子产品,汽车配件,机械设备租赁
咨询热线:
13609981497(微信同号)

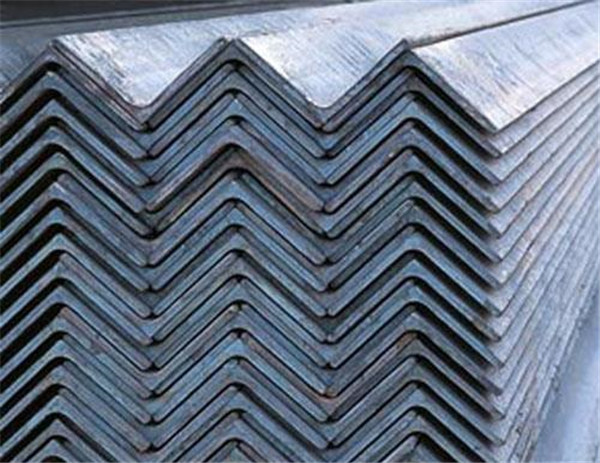
1.角钢
目录:
一、简介
二、用途
三、检验
四、重量计算
五、表示方法
六、生产工艺
七、制作要求
内容:
一、简介
角钢俗称角铁,是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的两个边宽相等。角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。
二、用途
广泛地用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械,船舶、工业炉、反应塔、电缆沟支架、动力配管、母线支架安装、容器架以及仓库货架等。
角钢属建造用碳素结构钢,是简单断面的型钢钢材,主要用于金属构件及厂房的框架等。在使用中要求有较好的可焊性、塑性变形性能及一定的机械强度。生产角钢的原料钢坯为低碳方钢坯,成品角钢为热轧成形、正火或热轧状态交货。
三、检验
1) 外观质量:角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。角钢几何形状偏差的允许范围在标准(GB9787—88/GB9788—88)中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显著的扭转。
2) 机械性能检验:①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。考核角钢性能的检验项目主要为拉伸试验和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
四、重量计算
等边角钢
理论重量:W=0.00785×边厚×(边宽+边宽-边厚),单位:kg/m
不等边角钢
理论重量:W=0.00785×边厚×(长边宽+短边宽-边厚),单位:kg/m
五、表示方法
1)等边角钢的规格以边宽*边宽*边厚的毫米数表示。如:30*30*3,即表示边宽为30mm、 边厚为3mm的等边角钢。也可用型号(号数)表示,型号是边宽的厘米数。角钢型号前面可加符号“∠”,型号后边右上角可加符号“#”,如:∠30#。热轧等边角钢的规格范围为2#-20#。
2)热轧不等边角钢是横截面如字母L,两边互相垂直成角形且宽度不等的热轧长条钢材。 其规格以长边宽*短边宽*边厚的毫米数表示,如“L30*20*3”,即表示长边宽30mm、短 边宽20mm、边厚为3mm的不等边角钢。也可以用型号(号数)表示,型号用一分数表示,分子 为长边宽的厘米数,分母为短边宽的厘米数,如“L3/2#”,3表示长边的厘米数,2表示短边的厘米数。热轧不等边角钢的规格范围为2.5/1.6#-20/12.5#。
六、生产工艺
角钢的制造工艺比较简单,一般大型钢铁公司不会选择生产角钢,生产工艺可分为热轧和冷弯两种,热轧用于大尺寸角钢,冷弯一般是比较小的。标准工艺是用钢坯(如方坯)经过专用的型钢轧机多道反复轧制逐渐轧成∨形状,材质有保证,在角的内侧有过渡圆弧,机械性能可靠;而小作坊生产的则是用板材或带钢直接轧(弯)成的,角的内侧没有过渡圆弧,而且由于是弯曲成的在角处的内应力较大,机械性能较差。
七、制作要求
角铁是用铸铁制成的车床附件,通常有两个互相垂直的工作表面。在角铁上有长短不同的通孔,用以连接螺钉的通过。由于工件形状、大小不同,角铁除有内、外角铁之分外,还可做成不同形状,以适应不同的加工要求。应具有一定的刚性和强度,以减少装夹变形。为此,除了在结构上增加一些肋、肋板外,还应在铸造后进行时效处理。角铁的工作表面和定位基准必须经过磨削或精刮研以确保接触性能好、角度准确。通常角铁与花盘一起配合使用。
2.角钢规格重量表
主要分为等边角钢和不等边角钢两类,其中不等边角钢又可分为不等边等厚及不等边不等厚两种。
角钢的规格用边长和边厚的尺寸表示。目前国产角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型角钢,12.5cm—5cm之间的为中型角钢,边长5cm以下的为小型角钢。
角钢的交货长度分为定尺、倍尺两种,国产角钢的定尺选择范围根据规格号的不同有3—9m、4—12m、4—19m、6—19m四个范围。
不等边角钢的截面高度按不等边角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是角钢中的一种。其边长由25mm×16mm~200mm×l25mm。由热轧轧机轧制而成。一般的不等边角钢规格为:∟50*32--∟200*125 厚度为4-18mm
等边角钢的 两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如“∟30×30×3”,即表示边宽为 30毫米、边厚为3毫米的等边角钢。也可用型号表示,型号是边宽的厘米数,如∟3#。型号不表示同一型号中不同边厚的尺寸,因而在合同等单据上将角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格为2#-20#。
规格表:
等边角钢:
3.角钢自动生产线
目录:
一、简介
二、优点
三、特点
内容:
一、简介
角钢自动生产线主要用于送变电行业的铁塔生产以及金属结构厂使用,也可以用于建筑行业、铁路、桥梁工程中角钢构件的打印、冲孔、切断,亦可称为数控角钢联合生产线。可按预先输入的参数。
二、优点
1)上料、打印、冲孔、剪断、分选堆垛、均实现自动化,制件精度好,生产效率高。
2)采用计算机优化排料,材料利用率高。
3)冲头更换方便。
4)数控系统上位机(商用计算机)与下位机(可编程程序控制器)通讯可靠,编程简单。
三、特点
专用性:具有批量生产的特点。
可变性:适用于在不同规格的角钢上冲制不同的孔径,在同一台冲孔单元上可安置三种不同规格的冲头。
机、电、液一体化。
计算机控制、自动化程度高,制件精度达到GB2694-81“输电线路铁塔制造技术条件”中有关条文的规定。
4.热镀锌角钢
目录:
一、简介
二、制作工艺
三、优点
四、镀锌角钢与普通角钢的区别
内容:
一、简介
热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。是将除锈后的角钢浸入500℃左右融化的锌液中,使角钢表面附着锌层,从而起到防腐的目的,适用于各种强酸、碱雾气等强腐蚀环境中
二、制作工艺
热镀锌角钢工艺流程:角钢酸洗-水洗-浸助镀溶剂-烘干预热-挂镀-冷却-钝化-清洗-打磨-热镀锌完工。热镀锌角钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌角钢的镀层持久性较为可靠。
三、优点
1、处理费用低:热浸镀锌防锈的费用要比其他漆料涂层的费用低;
2、持久耐用:热镀锌角钢具有表面光泽,锌层均匀,无漏镀,无滴溜,附着力强,抗腐蚀能力强的特性,在郊区环境下,标准的热镀锌防锈厚度可保持50年以上而不必修补;在市区或近海区域,标准的热镀锌防锈层则可保持20年而不必修补;
3、可靠性好:镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此镀层的持久性较为可靠;
4、镀层的韧性强:镀锌层形成一种特别的冶金结构,这种结构能承受在运送及使用时受到机械损伤;
5、全面性保护:镀件的每一部分都能镀上锌,即使在凹陷处、尖角及隐藏处都能受到全面保护;
6、省时省力:镀锌过程要比其他的涂层施工法更快捷,并且可避免安装后在工地上涂刷所需的时间。
四、镀锌角钢与普通角钢有什么区别
同属角钢。镀锌角钢可以防锈,而普通角钢不能防锈。镀锌角钢在施工过程中不用刷油,同时镀锌角钢的价格要比普通角钢的价格贵。
5.镀锌角钢清洗工序的注意要点
镀锌角钢等待镀工件在浸锌过程中要进行清洗工序,清洗过程中会有一些注意要点,接下来我们就来了解一下这些要点分别是什么。了解之前我们先要知道为什么要有这道工序,目的究竟是什么。
一、目的:
清洗也叫漂洗,清洗的目的,就是对酸洗后的工件用清水或者废水经过处理后的洁净水进行冲洗。清洗可以将黏附于工件表面上的铁盐去掉,降低酸洗工序带入助镀工序中的铁盐含量和几率,避免助镀液中的铁离子进一步增加。铁离子的增加虽不会明显的降低助镀液的功效,但会增加锌液中锌渣、锌灰的产生。
【注意】:镀锌角钢等待镀工件在镀锌过程中进行清洗工序时,需要对清水进行检验,因为如果碱性较强,带入酸洗工序时,就会与盐酸溶液产生一定程度的中和作,消耗盐酸。因此,必须对清洗水进行检验。.简单的办法是用检测pH的广泛试纸来检验。当发现pH超过8时,清洗水就应当更换、加水对流或者稀释处理,有条件的企业.好采用流动水清洗工件。
二、注意要点:
1)酸洗的工序结束后,工件必须要经过清洗,以去除工件表面黏附的残酸、铁盐等,清洗必须彻底,以免发生工件的二次氧化,产生进一步的腐蚀。
2)一般来说,如果酸洗溶液的温度较高,酸洗的工件取出后经热水清洗较好;如果酸洗溶液采用的是室温,酸洗的工件取出后应先经冷水清洗、浸泡后,再用热水清洗效果较好。

3)清洗宜在流动的水中进行,这样对铁盐的清洗效果更好。如果清洗不净,铁盐在清洗槽内迅速堆积,增加了残酸、残存铁盐随工件带入助镀液中的几率。
4)如果能将热镀锌工件冷却用的温水引入到酸洗后的清洗工序用于清洗工件,效果更好
5)如果工件清洗不彻底,或者清洗水含酸量过高,将对后续工序产生不利的影响。
6)清洗水长期不更换,随着生产的进行,水中的酸含量势必会升高,含酸的清洗水会随着工件带入助镀液中,随着生产的连续进行。
7)助镀液中就会产生酸的累积,助镀液中的酸越来越多,.终将导致助镀液的pH进一步降低。
8)助镀液内酸性的变化,使助镀液由弱酸性变成强酸性,助镀液处理工件时,强酸性和洁净的工件表面就会产生进一步的浸蚀反应,增加助镀液中的铁离子含量。
9)造成助镀液有效成分的分解,铁离子的增加虽不会短时间内明显地减低助镀液功效,随着生产的持续.随工件带入后续的浸锌工序时,混入的铁盐就会加大锌液内的锌渣、锌灰量。
10)采用两个清洗槽进行两次清洗效果.好。清洁的原料水,注入工序配置方向上的第二清洗槽中,让清水向..个槽流动,工件首先在..个槽内清洗。
11)清洗掉的残酸在水面上随着水的溢流排入废水处理系统,下部寒酸少的水再利用虹吸管引到第二个槽,使清水形成对流,这个动态的谁流对清洗工件表面的残酸、残余铁盐是很有利的。



















 当前位置:
当前位置:

 热门推荐
热门推荐




