新疆昆鼎贸易有限公司
Xinjiang KunDing Trade Co., Ltd
销售钢材,建材,机械设备,五金交电
电子产品,汽车配件,机械设备租赁
咨询热线:
13609981497(微信同号)
Xinjiang KunDing Trade Co., Ltd
销售钢材,建材,机械设备,五金交电
电子产品,汽车配件,机械设备租赁
咨询热线:
13609981497(微信同号)


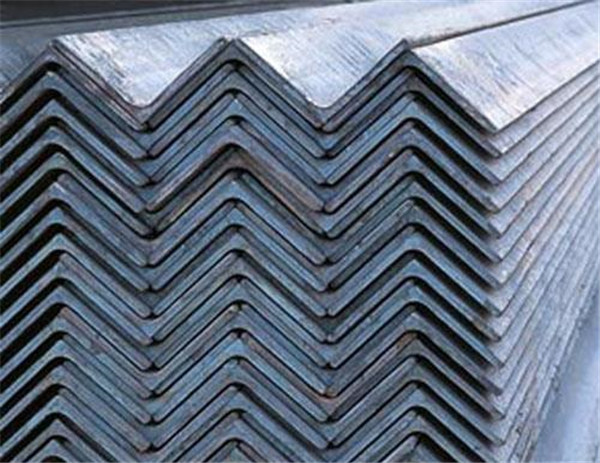
1.槽钢的基本信息
槽钢是截面为凹槽形的长条钢材。截面形状为槽形的型钢。槽钢属建造用和机械用碳素结构钢,是复杂断面的型钢钢材,其断面形状为凹槽形。产槽钢的原料钢坯为含碳量不超过0.25%的碳结钢或低合金钢钢坯。成品槽钢经热加工成形、正火或热轧状态交货。
槽钢分普通槽钢和轻型槽钢。热轧普通槽钢的规格为5-40#。经供需双方协议供应的热轧变通槽钢规格为6.5-30#。
槽钢按形状又可分为4种:冷弯等边槽钢、冷弯不等边槽钢、冷弯内卷边槽钢、冷弯外卷边槽钢。
槽钢的材质为Q235A碳素钢。
槽钢主要用于建筑结构、幕墙工程、机械设备、车辆制造、固定盘柜和其它工业结构,槽钢还经常和工字钢配合使用。在使用中要求其具有较好的焊接、铆接性能及综合机械性能。照钢结构的理论来说,应该是槽钢翼板受力,就是说槽钢应该立着,而不是趴着。
这两种都属型材,是管架常用材料。仅截面形状不同,选用原则略有差异,由于惯性距的因素以及相当截面面积的工字钢比槽钢的平面外稳定性较好,通常受压构件或者需考虑平面外变形的多选用H钢或工字钢,但是工字钢的加工、节点做法比槽钢复杂,所以在结构受力不复杂或者杆件应力不大的情况下,可以采用槽钢。具体选定应由设计方通过方案对照的应力计算确定。其实用途大部分场合可以通用,在纯弯矩、轴线两边受力相对均衡时工字钢比较适合,稳定性较好。在边缘加固且要求表面美观时,那么选择槽钢就比较合适。
槽钢的表面质量及几何形状的允许偏差在标准中有具体规定。一般要求表面不 得存在使用上有害的缺陷,不得有显著的扭转,规定槽钢波浪弯(镰刀弯)的允许值及各规格槽钢截面形状的有关参数(h,b,d,t等)的数值、允差值。槽钢几何形状不正确的主要表现是:塌角、腿扩及腿并等。
2.槽钢的表示方法
槽钢是截面为凹槽形的长条钢材。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如120*53*5,表示腰高为120毫米,腿宽为53毫米的槽钢,腰厚为5毫米的槽钢,也可以表示为12#。槽钢规格也可用型号(号数)表示,型号表示腰高的厘米数,腰高相同的槽钢,如有几同的腿宽和腰厚,也需在型号右边加标码(也称角码)a或b或c予以区别,如25a#、25b#、25c#等,按照标码a、b、c的顺序,同一型号槽钢的腿宽、腰厚尺寸依次增加,如14#:高度(h) 140 腿宽(b) 58 腰厚(d) 4.9;14#a:高度(h) 140 腿宽(b) 62 腰厚(d) 4.9
目前国产槽钢规格从5 ―40 号,即相应的高度为5 ―40cm。热轧普通槽钢的规格为5-40#。经供需双方协议供应的热轧普通槽钢规格为6.5-30#。
在相同的高度下,轻型槽钢比普通槽钢的腿窄、腰薄、重量轻。18 ―40 号为大型槽钢,5 ―16 号槽钢为中型槽钢。
在建筑中,槽钢通常用“〔”来表示.如:〔16#,就是16#槽钢
注:槽钢规格用型号和标码表示,简单方便,但不能直观地看出腿宽和腰厚的尺寸,必要时仍需用腰高*腿宽*腰厚的毫米数表示。
3.槽钢的规格表
槽钢分普通槽钢和轻型槽钢。热轧普通槽钢的规格为5-40#。经供需双方协议供应的热轧普通槽钢规格为6.5-30#。槽钢主要用于建筑结构、车辆制造和其它工业结构,槽钢还常常和工字钢配合使用。
目前国产槽钢规格从5 ―40 号,即相应的高度为5 ―40cm 。
在相同的高度下,轻型槽钢比普通槽钢的腿窄、腰薄、重量轻。18 ―40 号为大型槽钢,5 ―16 号槽钢为中型槽钢。进口槽钢标明实际规格尺寸及相关标准。槽钢的进出口定货一般是在确定相应的碳结钢(或低合金钢)钢号后,以使用中所要求的规格为主。除了规格号以外,槽钢没有特定的成分和性能系列。
槽钢的交货长度分定尺、倍尺二种,并在相应的标准中规定允差值。国产槽钢的长度选择范围根据规格号不同分为5 ―12m 、5 ―19m 、6 ―19m 三种。进口槽钢的长度选择范围一般为6 ―15m 。
4.如何检验槽钢
检验槽钢有三项内容:..:成品检验;第二:标志检验;第三:机械性能检验。
成品检验
1、所有的槽钢都必须经过外观检查,外观检查采用目测法。
2、检查项目 a)槽钢母材表面不得有裂纹、表面气孔、表面夹渣、结疤、折叠以及其他深度超过标准下偏差的缺陷。对无法判明深度的缺陷,应采用修磨法完全清除后进行测量。 b)槽钢宽度方向错边量应满足相应规格和产品标准的要求。 c)表面凹陷深度和长度应满足相应规格、产品标准的要求。
标志检验
1、槽钢标准标准为GB/707–88。
2、标牌各项信息必须清晰完整。
3、出厂日期以当天检测时间为标准。
4、所有查人员均应经过系统培训,并具有相应的资格证书。
机械性能试验
1、每个工作班应对槽钢进行拉伸试验,试样在其中的一根槽钢上截取。
2、代表一批槽钢的拉伸试验结果不合格,可以从同批槽钢中另抽两根槽钢,各取一个试样复验,如果复验结果均合格,则除初检取样不合格的槽钢外,该批槽钢可判合格,应予验收,如果复验试样中有一个试样或两个试样试验结果不合格,则应对该批未检验的槽钢逐根取样试验。
5.槽钢对接工艺
槽钢的对接工艺共有五点,下面就来逐一介绍每一个步骤:
..步:原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。
第二步:划线: a) 根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求: ⑴、保证对接槽钢的.小长度要大于200mm。 ⑵、长度方向上应留有2~3mm的余量。 b) 划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。如下 图
第三步:切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45°单V形坡口。切割面应光滑平整,无缺口。
第四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。
第五步:焊接:采用气体保护焊(GMAW)焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大。型钢的壁厚较薄,对焊本身就是.不可靠的。所以,可以在对接处加衬板,用角焊缝焊接。控制焊接后的变形量,你可以采用刚性固定 进行焊接,这样可以避免变形。工艺上注意减小应力。用螺栓连接也需要衬板,要注意螺栓的大小、数量和间距。还要计算型钢本身的薄壁是否会被压溃,解决的方法是焊块贴板,再钻螺栓孔。 原则就是,对接处的强度不弱于其它部位,且没有较大应力。
6. 槽钢的几种焊接方法
建筑行业的不断壮大,以致更多的建材引入市场,而国标槽钢便是其中的一个,且使用广泛,因此我们要学会熟悉国标槽钢的各方面优势及制作工艺,那么国标槽钢的焊接方法及焊接形式是怎样的,有哪些方法呢?一起去了解下吧!
接下来我们将介绍三种焊接方法,..种是焊条电弧焊;第二种是二氧化碳(COz)气体保护焊;第三种是埋弧焊。
一、焊条电弧焊
焊条电弧焊亦称手工电弧焊、手弧焊或药皮焊条电弧焊,是一种使用手工操作焊条进行焊接的电瓤焊方法。焊条电弧焊的原理是利用焊条与工件闻产生的电弧热将金属熔化进行焊接。焊接过程中焊条药皮熔化分解,生成气体和熔渣,在气体和熔渣的联合保护下,有效地排除了周围空气的有害影响,通过高温下熔化金属与熔渣间的冶金反应、还原与净化金属,得到所需要的焊缝。
二、二氧化碳(COz)气体保护焊
二氧化碳(Cq)气体保护焊是20世纪50年代发展起来的一种焊接技术,根据自动化程度分全自动co,弋体保护焊和半自动co,气体保护焊两种,在建筑国标槽钢中应用的主要是半自动co.气体保护焊,目前已成为一种重要的熔化焊接方法。
(1)CO:气体保护焊的特点和施焊要求。
(2)半自动气体保护焊焊机的组成。半自动C0,气体保护焊焊机一般由弧焊电源、进丝机构、焊丝、气体等部分组成。
三、埋弧焊
埋弧蜱是电i在颗粒状ch焊剂层下,井在空腔中燃烧的自动d接方法,电弧的辐射热使焊件、掉丝和焊剂熔化、蒸发形成气体,排开电弧周围的熔洼形成一封闭空腔,电弧就在这个空腔内稳定燃烧.空腔的上部被一层熔化的焊剂,即熔渣膜所am,这层熔渣膜不仅可有效地保护熔池金属,卫使有碍操作的弧光辐射不再射出来,同时,熔化的大量焊剂对熔池金属具有还原、净化和合金化的作用.
国标槽钢工程埋弧焊和手工焊的区别主要在于它的引弧、维持电弧稳定燃烧、输送焊丝、电弧的移动,以及焊接结束的填满弧坑等动作,全部都是利用埋弧自工作实现的。



















 当前位置:
当前位置:

 热门推荐
热门推荐




